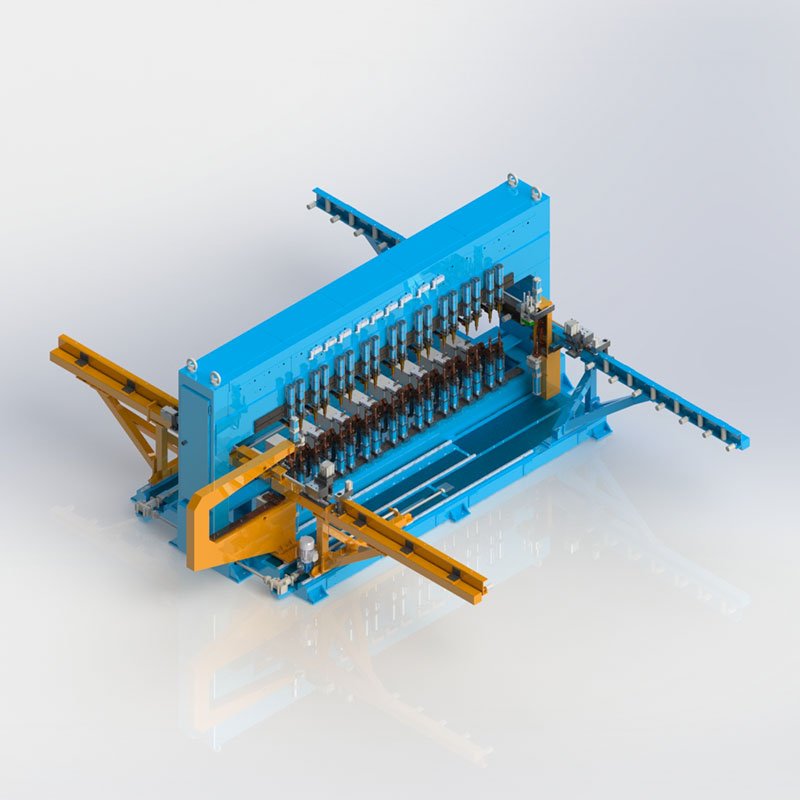
Overhead door welding system
The “Overhead doors” welding system is made of electro-welded sheet steel and steel profiles, machined with machine tools and subjected to rigorous standardization treatments, so as to ensure high precision, combined with excellent rigidity and resistance to mechanical stress. . Axis movement – Door sliding guides, complete with rollers. One guide remains fixed, while the other is applied to the bar and bearings for the various adjustments. Guide length mm. 4000. Managed by CNC system. Programmed according to the size and type of door to be aimed. Welding line – Useful welding machine on request. The welding position is set in 120mm pitch. This measure is to be defined according to the type of welding mantle to optimize the spot welding cycle to the maximum. 40 kva transformers with 22 welding heads, mounted on the top of the welding machine. 40 kva transformers, mounted in the lower part, complete with 22 tandem cylinders ø70 stroke 80 complete with electrode holders. Left lateral caliper, mounted on guides and ball-recirculating bars with max. of 800mm., this CNC-controlled gripper is used to spot the door leaf on the “high side of the door” frame, to spot doors with the light above. This gripper is in automatic positioning according to the programming. DX welding gun for spot welding of the curtain on the frame in the lower part of the door.
Control unit – Mechanical management control, with microprocessors, with 2 axes, with various possibilities for managing the trajectories: point to point, linear interpolation, all with the possibility of fly-mode on intermediate points of the path. Manual movements according to the robot axes, coordinates referred to the tool center (TCP). Field programming for self-learning, i.e. via built-in personal computer or via other remote personal computer. Store programs online via EEPROM memory and offline on memory card. The system provides, among other things, the possibility of integration with other automatic machines, within flexible processing lines. (FMS). The control unit is also equipped with no. 13 microprocessor welding controls, (approach, welding, impulse repetition, cold time and maintenance) and the regulation of the welding current by means of partialization on a formation of controlled diodes. The cabinet is complete with a magnetothermic switch.
Micro 3-SER welding unit, suitable for spot welding control, having welding time, power and pulses. Managed via serial on PC for supervision on machine robot.