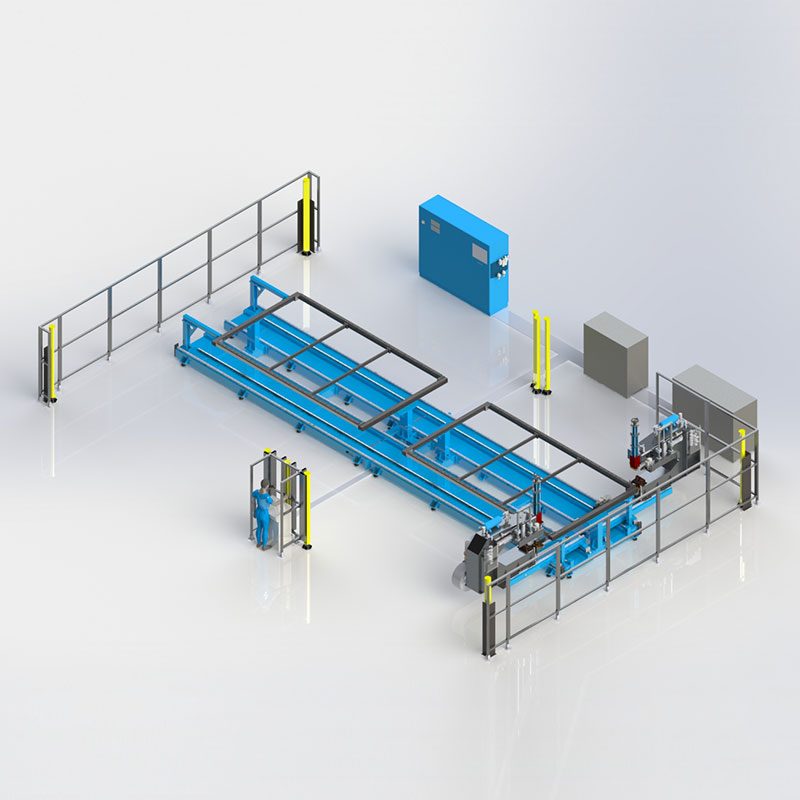
Plant spiking caisson flatbeds
The “caisson flatbeds” punching plant is made of electro-welded sheet and profile steel, machined by machine tool and subjected to rigorous normalization treatments, so as to ensure high preciption, combined with excellent rigidity and resistance to mechanical stress. Two opposing zones of assembly and/or welding are provided, apt to alternately accommodate a flatbed to be assembled and a flatbed to be resistance punched. Spot Welding Tongs – Aluminum alloy spot welding tongs, with useful depth mm. 1360, apt to withstand welding pressures on the tips of 800kg., with sag opening max. 2mm. The Welding Tongs are made of treated aluminum alloy that allows for the elimination of magnetic fields in welding. It has been specifically sized to withstand the counter-thrust stresses of the welding punch, which, by means of a support carriage, is moved along the entire span of the horizontal crossbeam, Y-axis. Each clamp is equipped with: 170kva Medium Frequency transformers, with Max short circuit current of 80ka. The Medium Frequency Transformer, 1000 Hz, vacuum impregnated to ensure its functionality and reduce working noise. SCR diode bridge, to rectify the welding voltage, to achieve a more optimal welding balance, compared with single-phase or three-phase DC systems. The transformer is integrally cooled to maintain constant welding current delivery. It is complete with an over-temperature protection circuit on both the magnetic core and the rectifier diodes.
One upper welding head with pre-approach and 200mm. working stroke, with adjustable electrode holder spark plugs, mounted on the LEFT and RIGHT side of the platen. Sectionable tandem cylinders, with maximum pressure of 1200kg. (maximum usable 800Kg.) Pneumatic system with proportional valves, controlled by welding control to optimize pressure in all welding sequences in both aluminum and ferrous material. Lower head with cylinder motion, serviced by a “Brushless” motor with planetary gearbox. This program-controlled axis can adjust itself over its entire extension, with 150mm. stroke, and, supports in counterthrust the upper welding cylinder during the welding phase. The cooling of the clamps, is divided by separate circuits. The weld transformer is enslaved by a system in common with the other clamp by a chiller with the necessary capacity to ensure weld constancy. The cooling of the welding punches is separated between them. Two chillers are applied that cool each individual clamp in the areas suitable for welding. This will ensure constant cooling during the welding phases, even in the case of nonferrous materials, with OFF SET temperature down to -10°C. Axis movement – Each clamp is mounted on Cartesian, independent X/Y axes, with working stroke mm. X=10000 and Y=1360, driven by Brushless motor and controlled by PLC.ù
The X axis, moved by helical rack and pinion with backlash recovery, and the Y axis, moved by ball screw or rack and pinion as above. Recirculating ball screw slides-guides will be used for both axes. Automatic sharpeners-Automatic sharpeners, with motors, for dressing welding electrodes, mounted on the welding clamps. With transfer dressing program and with cycle interruption. Welding Masks – Containment tables for the parts to be welded, made of non-magnetic material.
Control Unit – Management Control Unit Flatbed Welding Plant, consists in its essential lines of:
PLC (programming control unit) unit. The PLC system, converses with the PC on board the panel to carry out a supervision of the plant. Software is provided on the said personal computer to manage the machine. It provides for displaying machine cycle states and various sequence errors. Storage management of machine cycle programs, is carried out on hard disk memory, ( a handling program with 100 steps occupies about 2kbit). The storage of welding data of each individual spot, of each welding clamp, is also carried out, with the possibility of entering alarm thresholds on the various welding hot cycles. The location of data storage is to be defined on fixed memory or network card. Such a system offers the possibility with the inclusion of a printer to make production or welding alarm reports.
J-TEK control-Two K-TEK welding controls. Said controls are provided with serial output. Software is provided, which is inserted on the machine PC, which saves each welding spot. Mechanical management control, microprocessor-based, with various possibilities of trajectory management: point-to-point, linear interpolation, all with fly-mode possibility on intermediate path points. Manual movements according to the robot axes, coordinates referred to the tool center (TCP). Field programming for self-learning, i.e., via built-in personal computer or via other remote personal computer. On-line program storage via EEPROM memory and off-line program storage on memory card. The system provides, among other things, the possibility of integration with other automatic machines, within flexible machining lines. (FMS). A 32-program, microprocessor-based, J-Tek model constant-current welding control provides synchronous timing with the mains frequency of the various cycle phases (approach, welding, pulse repetition, cold time, and hold) and regulation of the welding current by biasing on a controlled diode formation. A wide range of welding cycles with different parameters can be prepared, within which each individual job can be specified.